
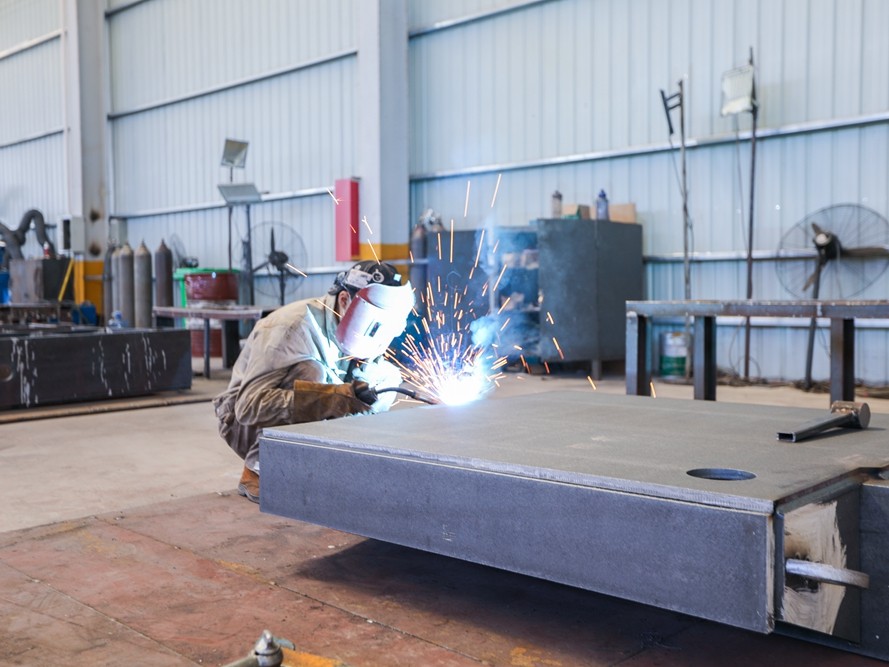
手工電弧焊加工常見應用場景
機械制造:設備機架、零部件拼接、管道安裝等。
建筑工程:鋼結構廠房、橋梁、壓力容器的焊接。
維修改造:機械設備、車輛、管道的現場維修與補焊。
五金加工:小型金屬構件、工具的制作與拼接。
埋弧焊加工關鍵工藝流程
焊前準備:清理母材焊接區域的油污、鐵銹、氧化皮,保證表面潔凈;根據母材材質(碳鋼、低合金鋼等)選擇匹配的焊絲和焊劑(如 H08MnA 焊絲 + HJ431 焊劑);調整焊接參數,包括電流(300-1000A)、電壓(25-40V)、焊接速度(30-100cm/min)。
焊劑鋪設:在焊接接頭區域均勻鋪設顆粒狀焊劑,厚度通常為 20-40mm,確保完全覆蓋電弧路徑。
引弧焊接:通過焊絲與母材短路引燃電弧,電弧熱熔化焊絲、母材及部分焊劑,形成熔池;焊劑熔化后形成熔渣,進一步保護熔池并改善焊縫成形。
收弧收尾:焊接至末端時,逐漸降低焊接電流和電壓,或采用收弧板過渡,避免焊縫收尾出現縮孔、裂紋;焊接結束后保留焊劑覆蓋,待焊縫冷卻后清理。
焊后處理:清除焊縫表面的熔渣和殘留焊劑,對重要工件進行焊縫檢測(超聲波檢測、射線檢測),必要時進行焊后熱處理消除應力。
適用場景差異
工件與焊縫:手工電弧焊適合短焊縫、復雜形狀、狹小空間焊接,對接頭形式兼容性高;埋弧焊主打中厚板(≥6mm)的長直焊縫(縱縫、環縫),不適合曲面或短焊縫。
施工環境:手工電弧焊設備便攜,適配現場施工、野外維修或零散作業;埋弧焊更適合車間批量生產,對施工場地要求較高。
母材與產量:手工電弧焊適用于小批量、多品種工件,可焊接碳鋼、低合金鋼等;埋弧焊適合大批量標準化生產,側重中厚板結構件(如壓力容器、鋼結構)。
銅合金焊接加工的核心是應對高導熱性、氧化問題,需根據合金類型(紫銅、黃銅、青銅)選擇適配方法。
核心技術難點
導熱系數(約為低碳鋼的 5-8 倍),焊接時熱量易流失,需高能量密度熱源。
易氧化生成 CuO、Cu?O,高溫下會降低焊縫韌性,需嚴格做好保護。
部分銅合金(如黃銅)焊接時易產生鋅蒸發,導致氣孔和焊縫脆化。
常用焊接方法及適用場景
TIG 焊(鎢極氬弧焊):適合紫銅、青銅的薄板及精密件焊接,焊縫成形美觀,質量穩定(如儀器儀表、小型管路)。
MIG 焊(熔化極氬弧焊):效率高于 TIG 焊,適合中厚板銅合金的批量生產(如機械結構、換熱器殼體)。
釬焊:適用于異種材料焊接或要求變形極小的場景(如銅與鋼、銅合金零部件裝配),接頭強度適中。
氧 - 乙炔焊:設備簡單,適合現場維修、厚壁紫銅焊接,但對操作技術要求高,易產生氧化缺陷。
關鍵工藝要點
焊前準備:機械打磨或化學清洗去除表面氧化膜、油污,紫銅焊接可適當預熱(200-500℃)。
保護措施:采用純氬或氬 - 氦混合氣體保護,焊接區域需全覆蓋,避免空氣侵入。
材料匹配:紫銅用 ERCu 焊絲,黃銅用 ERCuZn-3 焊絲,青銅需選對應合金成分的專用焊絲。